Laser welding aluminum is a highly efficient and precise method used in various industries to join aluminum components. This technique offers numerous advantages over traditional welding methods, such as TIG or MIG welding.
In this blog post, we will explore the benefits, techniques, applications, and challenges of laser welding aluminum.
Benefits of Laser Welding Aluminum
Speed and Efficiency
Laser welding aluminum is significantly faster than conventional welding methods. The concentrated laser beam can complete a weld in one swift motion, dramatically increasing production efficiency. This speed is particularly beneficial in high – volume production lines, such as in the automotive and aerospace industries .
Precision and Control
The laser beam provides precise control over the weld, ensuring accurate placement and penetration. This level of precision is crucial for welding aluminum, which has a high thermal conductivity and can be prone to distortion if not handled correctly. The focused energy of the laser minimizes heat transfer, reducing thermal distortion and ensuring clean, strong welds .
Reduced Heat Input
Laser welding aluminum requires less heat input compared to other welding methods. This is important because excessive heat can cause the aluminum to warp or distort. The reduced heat input also minimizes the risk of damaging the material, resulting in higher quality welds .
Clean Results
Laser welding produces minimal spatter and a smooth finish, reducing the need for post – weld cleaning. This not only saves time but also ensures a more professional and aesthetically pleasing result. The clean welds also contribute to the overall strength and durability of the joint .
Applications of Laser Welding Aluminum
Automotive Manufacturing
In the automotive industry, laser welding aluminum is used to join body panels and construct lightweight components. The precision and speed of laser welding make it ideal for high – volume production lines, where efficiency and quality are paramount .
Aerospace
The aerospace industry relies on laser welding aluminum to create critical parts with stringent strength and weight requirements. The lightweight yet durable nature of aluminum makes it a popular choice for aircraft components, and laser welding ensures the integrity of these parts .
Electronics
Laser welding aluminum is used in the electronics industry to handle micro – components seamlessly. The precision of laser welding allows for the joining of small and intricate parts, ensuring the functionality and reliability of electronic devices .
Medical Devices
In the medical device industry, laser welding aluminum is perfect for producing high – precision instruments free from contaminants. The clean and precise welds are essential for maintaining the sterility and functionality of medical devices .
Techniques for Laser Welding Aluminum
Ideal Settings for Laser Welding Aluminum
Laser Power
Selecting the right laser power is crucial for welding aluminum. The recommended power settings depend on the material thickness:
- Thin Aluminum (1 – 3mm) : A laser power range of 1.5KW to 2KW is ideal. This ensures proper penetration while avoiding overheating or material distortion .
- Thick Aluminum (4mm and above) : Power levels of 2KW to 3KW or higher are recommended. Higher power ensures deeper penetration and compensates for aluminum’s heat dissipation properties .
Welding Speed
The welding speed should match the aluminum thickness to balance penetration and heat input:
- Thin Aluminum (1 – 3mm) : For thin aluminum, use faster speeds of around 50 – 60 inches per minute (IPM) to prevent overheating and reduce heat – affected zones .
- Thick Aluminum (4mm and above) : Slower speeds of around 20 – 30 IPM are recommended. This allows for deeper penetration and ensures sufficient bonding between the pieces .
Focal Point Adjustments
Proper adjustment of the laser’s focal point enhances weld penetration and reduces issues related to aluminum’s reflectivity. Set the laser focus about 0.5mm below the aluminum’s surface for optimal results .
Shielding Gas Use
Shielding gas is essential to protect the weld pool from air contamination, preventing defects like porosity and oxidation. The most commonly used gas for laser welding aluminum is argon, due to its inert properties and effectiveness in preventing oxidation. Maintain a flow rate of 20 – 40 cubic feet per hour (CFH) to ensure complete coverage of the weld area .
Preheating the Material
Preheating aluminum helps reduce cracking risks and improves weld penetration, especially for thicker materials or stress – prone alloys. Preheat the material to between 150°C and 200°C to minimize temperature gradients and enhance weld quality.
Practical Tips and Best Practices
Optimizing Laser Welding for Aluminum
To achieve precise and strong welds, fine – tune the beam diameter and focus settings. A smaller beam diameter (0.2mm to 0.5mm) increases energy density, ideal for deep welds in thicker materials. For thinner aluminum, a slightly larger diameter helps prevent overheating and material distortion. Set the laser focus about 0.5mm below the surface for better energy absorption and penetration. Regularly calibrate the focal point to maintain consistent weld quality, especially in automated systems .
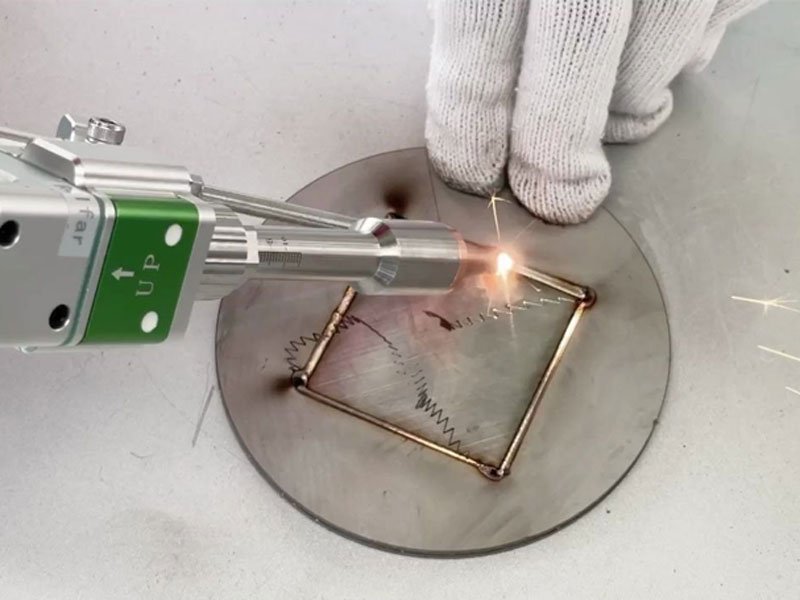
Enhancing Welds with Wobble Patterns
Using wobble patterns in laser welding can address issues like poor penetration and porosity. Wobble welding oscillates the laser beam in small, controlled motions, increasing the weld area and improving bonding, especially with joint misalignment or gaps. This method is especially effective for aluminum alloys prone to cracking, as it reduces localized stress and evenly distributes heat .
Ensuring Proper Joint Alignment and Gap Control
Accurate joint alignment and minimal gaps are crucial for clean, strong welds. Use precision fixturing tools to hold parts securely and ensure tight, consistent gaps. Ensure tight – fitting edges for butt joints and uniform overlap for lap joints to maintain structural integrity .
Shielding Gas for Quality Welds
Shielding gas is essential to prevent oxidation and porosity during laser welding. Use 100% argon or an argon – helium mix, depending on the application. Position the gas nozzle for full coverage of the weld pool and maintain a flow rate of 20 – 40 CFH for optimal protection. Avoid turbulence or coverage gaps to prevent atmospheric contamination and weld defects .
Inspection Before and After Welding
Thorough pre – and post – weld inspections are critical for high – quality results. Before welding, check surface preparation, alignment, and gap control. After welding, visually inspect for defects like cracks, porosity, or discoloration. Use non – destructive testing (NDT) methods like ultrasonic or X – ray inspection for critical applications to detect hidden flaws and ensure weld integrity .
Managing Heat for Aluminum Welding
Aluminum’s high thermal conductivity requires careful heat management to prevent warping or distortion. Control heat input by adjusting laser power, welding speed, and beam diameter. Use faster welding speeds for thin aluminum to minimize heat – affected zones (HAZ). Slower speeds for thicker materials ensure deeper penetration and prevent thermal cracking. Uniformly preheating the material to 150°C–200°C can stabilize the welding process and reduce stress – induced defects .
Post – Weld Cleaning and Finishing
Laser welding usually produces minimal spatter and a clean finish, but some post – weld cleaning may be needed. Use non – abrasive methods like wiping with acetone or isopropyl alcohol to remove residual contaminants. For enhanced aesthetics or protection, consider post – weld processes like anodizing or polishing to improve appearance and corrosion resistance .
Challenges of Laser Welding Aluminum
Porosity Issues
Aluminum has a strong affinity for hydrogen, and moisture or hydrogen – containing contaminants on the surface or in the shielding gas can cause hydrogen pores to form during welding. Keyhole instability during laser welding can also result in gas entrapment and pore formation .
Crack Issues
The relatively large thermal expansion coefficient of aluminum and the rapid solidification during laser welding can cause solidification cracks, especially in certain alloy compositions. High thermal gradients and thermal stresses during welding can also cause hot cracks in aluminum .
Reflectivity Issues
Aluminum has a high reflectivity to laser light, especially in the visible and near – infrared range. This reduces the absorption efficiency of the laser energy and requires higher laser power or special surface treatment to ensure proper welding .
Oxide Layer Issues
A stable oxide layer forms on the aluminum surface, which can affect the weld quality and may require additional cleaning or special welding techniques to overcome its negative effects .
Conclusion
Laser welding aluminum offers numerous advantages, making it a preferred choice in various industries. Its speed, precision, and reduced heat input make it ideal for welding aluminum components. By following the techniques and best practices outlined in this guide, you can achieve high – quality welds and overcome the challenges associated with laser welding aluminum.
FAQs
What is the best laser for welding aluminum?
Fiber lasers are the best choice for welding aluminum due to their high efficiency, precision, and versatility. They offer a good balance of speed, precision, and energy efficiency, making them suitable for a wide range of aluminum welding applications .
Can you laser weld aluminum without filler?
Yes, laser welding aluminum can be done without filler material. The high energy density of the laser beam is sufficient to melt and join the aluminum pieces together. However, in some cases, a filler material may be used to improve the weld quality or to join different types of aluminum alloys .
What are the disadvantages of laser welding aluminum?
Some of the disadvantages of laser welding aluminum include the potential for porosity, cracking, and reflectivity issues. These challenges can be mitigated by optimizing the welding parameters and using proper techniques .
What is the best shielding gas for laser welding aluminum?
The best shielding gas for laser welding aluminum is argon. Argon is inert and effective in preventing oxidation and porosity in the weld zone. A flow rate of 20 – 40 cubic feet per hour (CFH) is recommended to ensure complete coverage of the weld area .
How thick aluminum can a laser welder weld?
The thickness of aluminum that can be welded by a laser welder depends on the laser power and the welding technique. Generally, laser welders can weld aluminum thicknesses ranging from 1mm to 10mm.